Bài 17: Công nghệ cắt gọt kim loại
Tóm tắt lý thuyết
I. Nguyên lý cắt và dao cắt
1, Bản chất của gia công kim loại bằng cắt gọt
– Bóc một phần kim loại của phôi ở dạng phoi bằng các dụng cụ cắt (dao phay, dao cắt…) để tạo ra chi tiết có hình dạng và kích thước theo yêu cầu.

– Sự suy luận
+ Gia công kim loại bằng phương pháp cắt gọt là phương pháp gia công phổ biến trong ngành cơ khí chế tạo.
+ Phương pháp này sản xuất chi tiết có độ chính xác và độ bóng bề mặt cao.
2, Nguyên tắc cắt
– Phôi: là vật liệu ban đầu được sử dụng trong quá trình gia công
+ Ví dụ: Đúc, rèn, dập….
– Chip: Vật liệu thừa trong quá trình gia công
+ Ví dụ: phoi bào khi bào gỗ, mùn cưa khi cưa, phoi thép khi mài thép,…
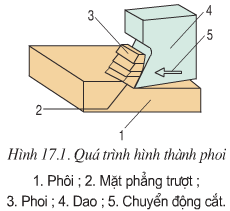
a, Quá trình hình thành phoi
– Giả sử phôi cố định, dao di chuyển tới lui.
– Dưới tác dụng của lực, dao đi vào phôi làm cho lớp kim loại phía trước di chuyển dọc theo các bề mặt trượt tạo thành phoi.
Các loại chíp:
+ Chip: Gia công vật liệu giòn như gang
+ Chip: gia công vật liệu dẻo như thép cacbon
+ Chip dây: gia công vật liệu dẻo như đồng, nhôm
b, Chuyển động cắt
– Đối với máy cắt kim loại phải có chuyển động giữa dụng cụ và chi tiết gia công so với nhau.
+ Ví dụ khi tiện: Phôi quay tạo chuyển động cắt, còn dao chuyển động tịnh tiến
+ Ví dụ khi khoan: Chi tiết gia công cố định, mũi khoan vừa chuyển động tịnh tiến vừa chuyển động quay.
3, Máy cắt
a, Các mặt của dao
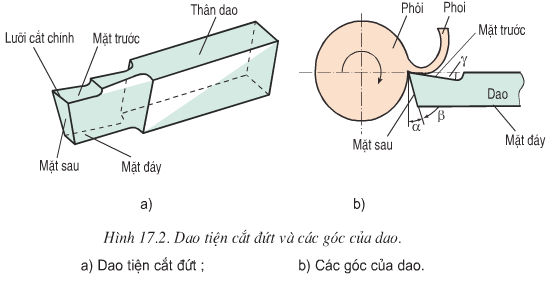
– Mặt trước là mặt tiếp xúc với chíp.
– Mặt sau là mặt đối diện với mặt làm việc của phôi.
– Mép cắt là phần giao nhau giữa mặt trước và mặt sau của mặt cắt.
– Mặt đáy là mặt phẳng của dao trên giá đỡ dao.
b, Góc dao
– Góc trước γ là góc tạo bởi mặt trước với mặt phẳng song song với mặt đáy của dụng cụ. Góc γ càng lớn thì phôi ra càng dễ.
– Góc lùi α là góc tạo bởi mặt sau với tiếp tuyến của phôi gia công đi qua đầu với mặt dưới của dụng cụ. Góc α càng lớn thì ma sát giữa phôi và mặt sau của dụng cụ càng nhỏ.
– Góc nhọn β là góc tạo bởi mặt sau với mặt trước của dụng cụ. Góc β càng nhỏ thì dụng cụ càng sắc nhưng dụng cụ yếu và mau mòn.
4, Nguyên liệu làm dao
a, Thân dao
– Làm bằng thép 45.
– Hình chữ nhật hoặc hình trụ vuông.
b, Bộ phận cắt
Điều kiện làm việc: chịu mài mòn, nhiệt độ cao, áp suất cao.
– Vật liệu: Thép gió, thép hợp kim
– Lưu ý: Vật liệu làm chi tiết cắt phải có độ cứng cứng hơn độ cứng của phôi.
II. Gia công trên máy tiện
1, Máy tiện
Tiện là một phương pháp gia công: phôi quay và dụng cụ cắt di chuyển tới lui để tạo hình cho chi tiết.
Máy tiện hoạt động nhờ động cơ 3 pha hoặc 1 pha được nối với trục chính của máy tiện thông qua hệ thống puli dây đai và bộ phận điều khiển tốc độ, chế độ làm việc của máy tiện.
Máy tiện bao gồm các bộ phận chính sau đây.
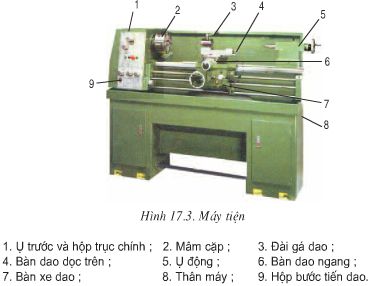
1- ụ trước và hộp trục chính
2- Mâm cặp, kẹp phôi khi tiện
3- Giá đỡ dao, gá lắp dao và điều chỉnh dao khi tiện.
4- Bàn chạy dao dọc trên, di chuyển dao dọc trục chính khi tiện.
5- Mâm cặp động, được lắp với mũi khoan hoặc cùng với mâm cặp để cố định phôi khi tiện.
6- Bàn dao ngang, tịnh tiến dao ngang.
7- Bàn dao, kết hợp để tạo ra chuyển động tịnh tiến dao ngang của bàn dao ngang và chuyển động tịnh tiến dao dọc của bàn dao dọc, khi tiện mặt côn.
8- Thân máy, để lắp các bộ phận trên và để lắp động cơ điện.
9- Hộp cấp liệu, để lắp các công tắc điều khiển, hộp tốc độ, bộ phận điều chỉnh các chế độ làm việc của máy tiện.

2, Chuyển động khi quay
a, Chuyển động cắt
Xoay phôi tạo chuyển động cắt Vc (m/min).
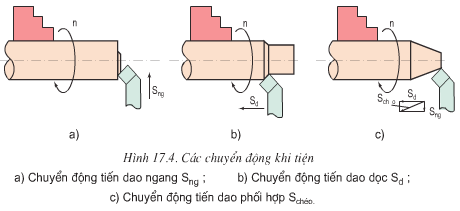
b, chuyển động tịnh tiến
– Chuyển động tịnh tiến của dao Sng: thực hiện theo bảng 6 khi cần cắt phôi hoặc đầu máy.
– Chuyển động tịnh tiến của dao dọc Sd: được thực hiện bởi bảng dao 4 hoặc bảng 7 để gia công dọc theo chiều dài của chi tiết.
– Tiến dao phối hợp Scheo: Sự kết hợp đồng thời của hai chuyển động tiến dao dọc và ngang tạo ra chuyển động tiến dao chéo để gia công mặt côn hoặc mặt định hình.
Khoảng cách = + Sd
3, Tìm hiểu khả năng gia công của máy tiện
* Thuận lợi
– Mặt tròn xoay ngoài và trong
– Mặt trên, mặt côn ngoài và mặt côn trong, dạng mặt tròn.
– Các loại ren ngoài và trong
– Vật liệu kim loại và phi kim loại
* Độ chính xác của gia công tiện phụ thuộc vào:
– Độ chính xác của máy tiện.
– Tính ổn định của hệ thống công nghệ.
– Dụng cụ cắt gọt.
– Trình độ tay nghề của công nhân.
4, Mô phỏng chuyển động cắt trong công nghệ cắt gọt kim loại
https://www.youtube.com/watch?v=N6KrHFR17us
Tóm lược
Sau khi hoàn thành bài học này, bạn nên nắm vững các chủ đề chính sau:
Biết bản chất và đặc điểm của gia công kim loại bằng cắt gọt.
Biết nguyên lý cắt.
– Biết chuyển động tịnh tiến, chuyển động quay khi quay.
Đăng bởi: https://vietabinhdinh.edu.vn/
Bạn xem bài Công nghệ 11: Bài 17. Công nghệ cắt gọt kim loại có giải quyết được vấn đề bạn đang tìm không?, nếu không, hãy bình luận thêm về vấn đề đó. Công nghệ 11: Bài 17. Công nghệ cắt gọt kim loại bên dưới để https://vietabinhdinh.edu.vn/ chỉnh sửa & hoàn thiện nội dung tốt hơn phục vụ bạn đọc! Cảm ơn bạn đã ghé thăm website của trường Đại học Kinh doanh và Công nghệ Hà Nội
Nhớ để nguồn bài viết này: Công nghệ 11: Bài 17. Công nghệ cắt gọt kim loại của website vietabinhdinh.edu.vn
Chuyên mục: Giáo dục